TOPWELL pulse on pulse MIG/MMA Welding Machine ALUMIG-300P with 300 amp pulse mig welder




TOPWELL pulse on pulse MIG/MMA Welding Machine ALUMIG-300P with 300 amp pulse mig welder
| Categories | All products |
|---|---|
| Brand | TOPWELL |
| Model | ALUMIG-300P |
| Rated Input Voltage | 3PH ~ 400V ±15% |
| MAX.Load Power Capacity | 12.04KVA |
| Rated Output | 300A/29V |
| Max Open Circuit Voltage | 55V |
| Effiency | 85% |
| Wire-feed Mechanism | 4 Rollers |
| Wire Feed Speed Range | 0 -25 m/min |
| Warranty | 1 year warranty |
| Dimension | 770X250X650mm |
| Weight | 32KG |
| Unit Price | US $ 2 / piece |
| FOB port | shanhai/ningbo |
| Terms of Payment | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| Download | |
| Update Time | Apr 23,2025 |
/FEATURES
Quick Specs
- Application:
- Metal Fabrication
- Maintenance and Repair
- Auto Body
- Light Industrial
- Processes:
- MIG,
- Flux-Cored,
- Pulse MIG,
- Double Pulse MIG,
- MMA(Stick)
- Input Power:250P: 230V, 1-Phase
- 300P: 400V, 3-Phase
- Amperage Range:250P: 10-250A/300P: 10-300A
- Rated Output at 40℃ (104℉):
- 250P: 250A at 26.5V @60% Duty Cycle
- 300P:300A at 29V @60% Duty Cycle
- Weight: 32kg
The advantage of Wave-form Control System
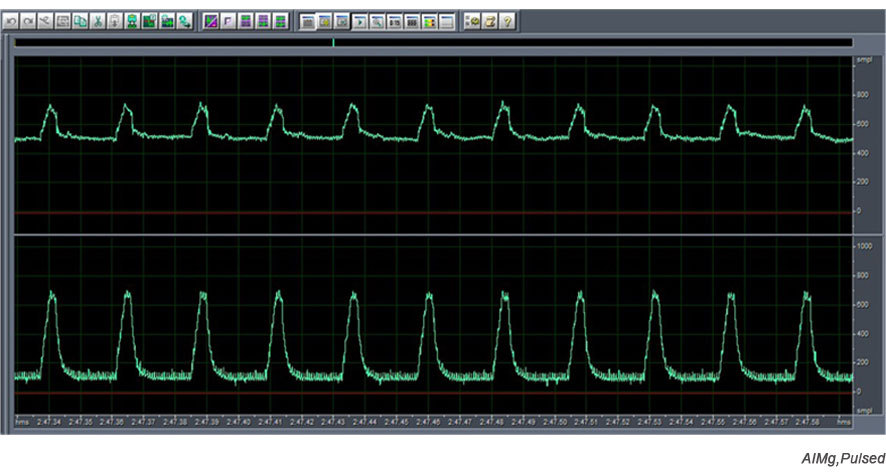
The latest technology of Waveform Control System with pulsed MIG control mode, can perfectly control the output of
welding power and get the precision Arc performance. The wire melting droplet transfer cycle is very clear, the welding
beam is very clean and very few spatters during welding.
Pulse MIG
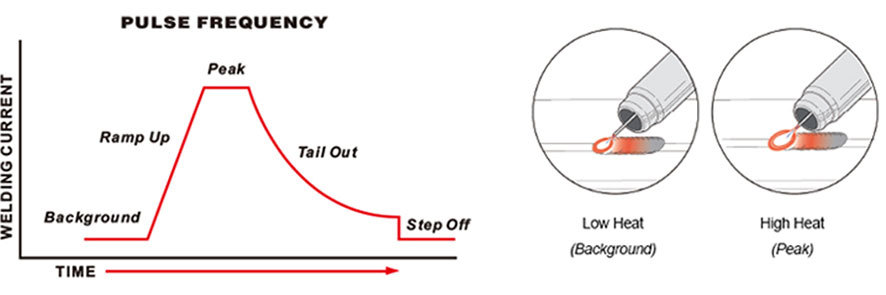
Pulsed MIG varies weld current between peak (high heat) and background (lowheat) current to provide better control of
heat input, which minimizes warping and burnthrough on thin materials. Pulsed MIG also enables flat,horizontal, vertical
up, or overhead welding without a slag system.Optimized GMAW-P waveforms are readily available to use on aluminum,
carbon steel,high strength low alloy steel, stainless steel,and nickel alloys. See NX-2.70
PULSED MIG
Pulse MIG precisely controls heat input through the
1-drop-per-pulsetransfer and offers a stable arc in the
wide transfer area between short and spray arc.
Spray arc transfer “sprays” a stream of tiny molten
droplets across the arc, from the electrode wire to the
base metal.It produces a characteristic humming
or buzzing sound.Advantages of pulse mig:
• High deposition
• Good fusion and penetration
• Good bead appearance
• Capability of using larger diameter wires
• Presence of very little spatter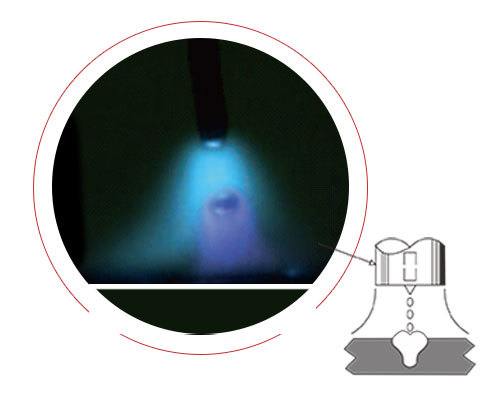
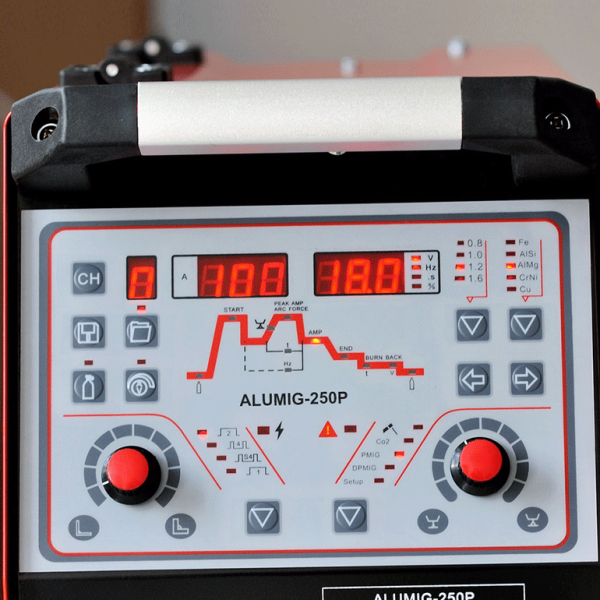
General View of Control Panel
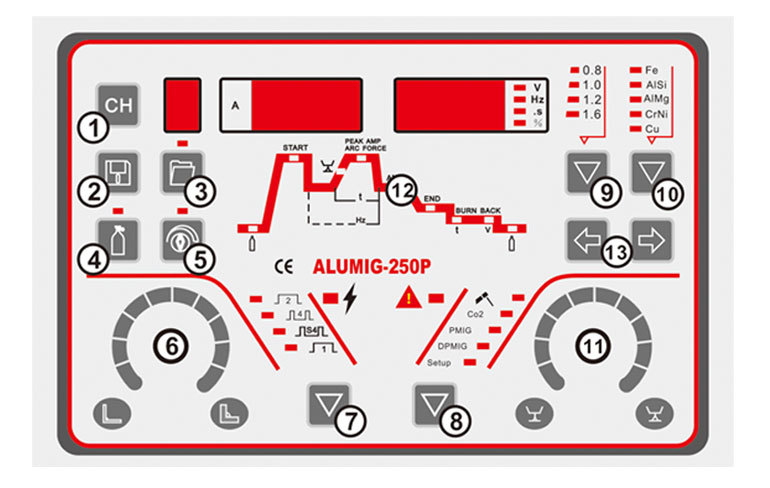
1.SELECT the Memory channel
2.OPEN the parameter of selected memory channel
3.STORE the setting to Memory channel
4. Push to Check Gas
5.STORE Push to use Synergic Setting
6.Welding parameter setting,rotary dial
Adjudtment of the welding current or feeding speed.
7.Torch Holding Mode
Push to select the torch handing type:
1)2T2)4T
3)S4:for aluminiu welding form cold to hot situation.
8.Welding Process Push to select:
Welding prcess:MMA,MIG/MAG/CO2,Pulse MIG,
Double Pulse MIG.
9.Dia. of Welding Wire
10.Wire Type
11.button,throttling effect(arc dynamics)
12.Function Sequence
13.Welding Settings
Synergic MIG
Synergic pulsed welding mode offers the simplicity of
single-knob control.The machine will select the correct pulse
power based on the wire feed speed (WFS) set by the operator.
S4T Mode
Begin and end welds with ease and confidence.Hot start
eliminates incomplete fusion at the beginning of a weld,
a common issue with aluminum welding.Crater gradually
decreases weld current at the end of a weld to eliminate
crater defects.Adjustable pre- and post-flow rates ensure
that the puddle always has adequate gas coverage./SPECIFICATIONS
Technical specifications
Item No ALUMIG-250P ALUMIG-300P Rated Input Voltage 1PH ~ 230V ±15% 3PH ~ 400V ±15% Max. Load Power Capacity 10.35KVA 12.04KVA Rated Duty Cycle(40℃) 60% MIG: 250A/26.5V MIG: Separated Wire-feeder: 300A/29V Internal Wire-feeder: 250A/26.5V MMA: 250A/28V MMA: 250A/28V 100% MIG: 200A/24V MIG: 200A/24V MMA: 200A/28V MMA: 200A/28V Welding Current/Voltage Range MIG: 30A/15.5V~250A/26.5V MIG: 30A/15.5V~300A/29V MMA:30A/20.4V~250A/28V MMA:30A/21.2V~250A/28V Open Circuit Voltage 55V 55V Power Factor 0.8 0.85 Efficiency 80% 85% Pre-Gas Time 0-15S 0-15S Flow-Gas Time 0-15S 0-15S Wire-feed Mechanism 4 Rollers 4 Rollers Wire-feed Speed Range 0~25 m/min 0~25 m/min Wire Spool Capacity 300mm (5kg) 300mm (5kg) Filler Wires Ø (mm) Fe, Ss: 0.6~1.2 mm 0.6~1.6 mm FLUX CORED: 0.9~1.2 mm 0.9~1.6 mm Al: 0.8~1.2 mm 1.0~1.6 mm Dimension 770X250X650mm 770X250X650mm Weight 32KG 33KG
/ACCESSORIES
For Standard accessories MIG torch: MIG 24KD
MIG torch: MIG 24KD Electrode holder with cable 2MFor Optional accessories
Electrode holder with cable 2MFor Optional accessories Argon gas regular
Argon gas regular CO2 gas regular with heater
CO2 gas regular with heater Push-pull Troch:
Push-pull Troch:/RESOURCES
/DOCUMENTS




- Tel
- *Title
- *Content
- Loading...