In electrode welding, contact between the rod electrode and workpiece ignites the arc. This creates a short circuit for a fraction of a second between the two poles, meaning that current can then flow. The arc burns between the workpiece and the electrode. This creates the required fusion heat. Via the consumable core wire and the coating, which is also consumable, the electrode also supplies the protective slag and the gas shroud.
WHAT IS
ELECTRODE WELDING?

Home / ELECTRODE
- BASIC PRINCIPLE
- BASIC KNOWLEDGE
- PROS AND CONS
- ARC
- ELECTRODE
- Contact
SIMPLE, VERSATILE, EFFECTIVE
- Electrode welding also known as manual arc welding, manual electrode welding, manual metal arc welding or shielded metal arc welding (SMAW) is usually the first welding process that welders are taught during training. It is easy to learn, but already offers insights into the way that welding systems work and into the ratio of metals to electrical voltage.
- Welding with the rod electrode offers numerous advantages in comparison with MIG/MAG and TIG processes. In principle, almost all materials can be welded using electrode welding. The process is mainly used in steel and pipeline construction, but is also used in metal trade and industry. Manual metal arc welding allows for any type of weld seam and position, irrespective of whether this involves restricted or overhead positions, vertical up seams or vertical end welding. Furthermore, the welder is not dependent on shielding gases and can easily work outside, even in unfavorable weather conditions such as wind or rain.
MANUAL METAL ARC WELDING: THIS IS HOW IT WORKS
Manual arc welding requires a low voltage and a high amperage. The welding system converts the available mains voltage into a significantly lower welding voltage. At the same time, it provides the required amperage, which also allows the power source to be adjusted and regulated.
- In manual metal arc welding, the amperage is the most important parameter for the quality of the connections. It must therefore remain as constant as possible, even if the arc length changes. In order to ensure this, power sources for electrode welding always have drooping characteristics.

ADVANTAGES AND DISADVANTAGES
- Easy handling
- Can be used universally, irrespective of location
- Easy to learn
- Low noise
- Low procurement costs
- Protection of the weld seam due to slag formation
- Not sensitive to contaminations such as rust, scaling, oils or grease
- Almost all metallic materials can be welded
- High weld seam quality and high mechanical properties
- Low welding speed
- Lots of smoke is produced
- Occurrence of arc blow
- Increased error sources due to end-craters and contact positions
- Electrode diameter is dependent on sheet thickness and welding position
- High setup times and downtimes: rebaking of standard packed electrodes
- Mounting of the electrodes, removal of the remaining stump, removal of slag and spatter
- Cannot be mechanized
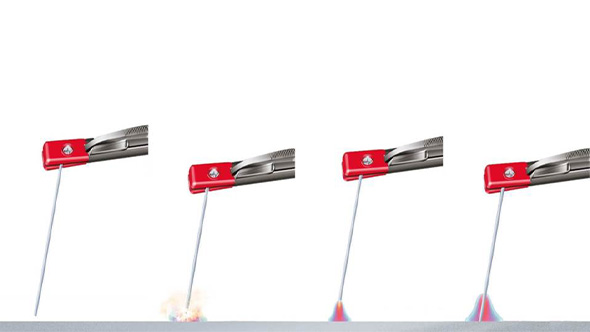
HOW IS AN ARC CREATED?
To form an arc, the circuit between the electrode and the workpiece must be broken.
In manual metal arc welding this happens by means of touchdown or contact ignition.
The arc ignites by touching the rod electrode on the workpiece. In order to produce an arc plasma, the material and coating must melt or evaporate due to the high short-circuit current. At the same time, the voltage (cathode, anode, and arc length voltage) must be sufficiently high to allow the arc to form. The currents and voltages required depend on the electrode diameter and the electrode coating.
TASKS OF THE ELECTRODE COATING
- · Ionization of the contact-gap
- · Formation of a gas shroud
- · Formation of the slag
- · Stabilization of the arc
- · Control of the deoxidation
- · Control of the alloying and dealloying processes in the weld pool
- · Influencing the cooling speed of the weld seam
- · Increasing the deposition rate (production)

APPLICATIONS OF STEEL
| Code | Electrode type | Properties and use |
| A | Acidic Coating | High Arc Stability, Very Fluid Weld Pool, Only Rarely Used |
| C | Cellulose Coating | Intensive Arc, Little Slag, High Fusion Rate In The Area Of The Weld Pool, Difficult To Weld |
| R | Rutile Coating | Spray Transfer, Easy To Weld, Flat Seams, Poor Gap-bridging Ability |
| Rr | Thick Rutile Coating | Spray Transfer, Easy To Weld, Flat Seams, Poor Gap-bridging Ability |
| Rc | Rutile Cellulose Coating | Spray Transfer, Easy To Weld, Flat Seams, Poor Gap-bridging Ability |
| Ra | Rutile Acidic Coating | Spray Transfer, Easy To Weld, Flat Seams, Poor Gap-bridging Ability |
| Rb | Rutile Basic Coating | Spray Transfer, Easy To Weld, Flat Seams, Poor Gap-bridging Ability |
| B | Basic Coating | Suitable For High-strength Connections, Welding Ability In Various Positions, Slightly More Difficult To Weld Than Rutile Coated Electrodes |
LET'S STAY IN TOUCH
Get updates on sales specials and more